In pharmaceutical manufacturing, rejects are not just a quality issue — they are a direct operational and financial loss. Every rejected batch, packaging defect, filling variation, or failed inspection increases material waste, investigation effort, rework time, and production delays.
Many pharma plants treat rejects as a normal part of operations. However, recurring quality losses are usually symptoms of deeper operational inefficiencies that remain hidden within daily production activities.
Industry diagnostics show that quality losses can consume 2%–10% of productive capacity in manufacturing operations. For high-value pharma plants, this can translate into significant annual losses.
Why Rejects Continue in Pharma Plants
Most reject problems are not caused by a single issue. They are usually driven by a combination of process variability, equipment instability, inconsistent execution, and weak root cause elimination.
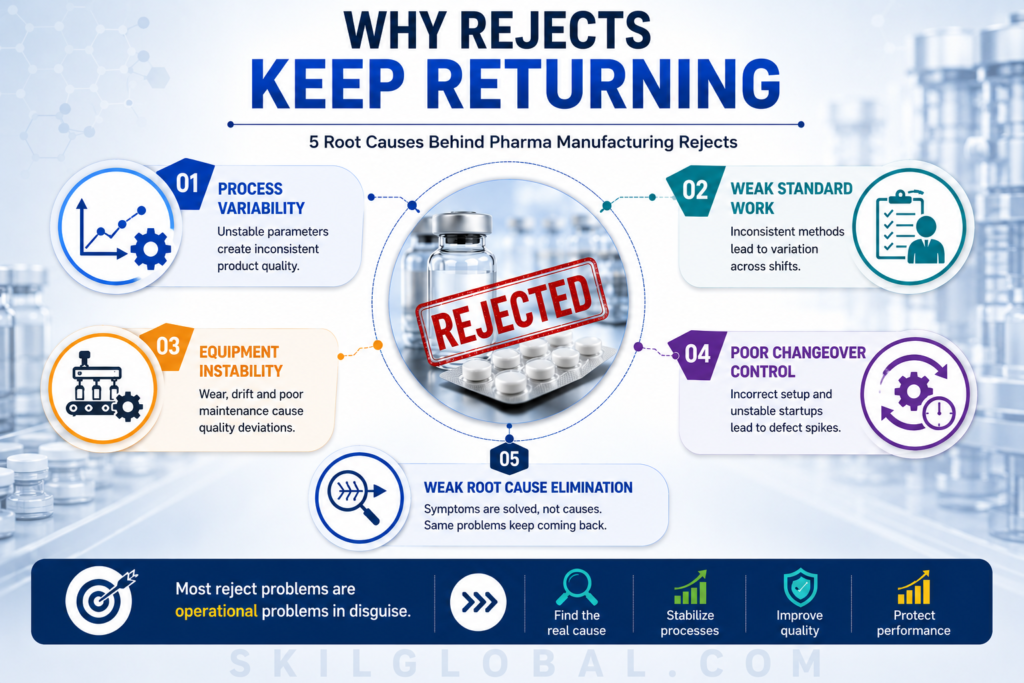
Common operational causes include:
- Inconsistent machine settings
- Variation in process parameters
- Weak startup control after changeovers
- Equipment wear and sensor drift
- Poor standard work adherence
- Repetitive deviations without permanent corrective action
For example, a sterile injectable line may experience recurring vial rejection due to contamination risks. While teams may initially increase inspections, the actual root causes could involve inconsistent cleaning practices, unstable equipment conditions, or weak line clearance controls.
Similarly, FMCG packaging plants often face recurring sealing or labeling defects caused by unstable changeovers and inconsistent operator adjustments.
In many cases, the visible reject is only the final symptom of a larger operational problem.
How Improvement Initiatives Reduce Rejects

Reject reduction requires more than quality investigations. It requires structured operational improvement initiatives involving production, maintenance, QA, and engineering teams.
Leading plants now use focused 90–120 day improvement programs to execute high-impact initiatives systematically.
Effective improvement programs typically focus on:
- Process stabilization
- Standard work implementation
- Startup control improvement
- Equipment reliability
- Root cause elimination
- KPI governance and sustainment
The goal is not only to reduce rejects temporarily, but to create stable operating conditions that sustain performance.
Practical Steps for Plant Leaders
A structured reject reduction program usually starts with quantifying the losses:
- Reject percentage by product
- Scrap and rework cost
- Batch failure frequency
- Startup rejects after changeovers
- Yield and First Pass Yield (FPY) losses
“If you cannot quantify your losses, you cannot improve them.”
The next step is prioritizing only a few high-impact initiatives instead of launching too many projects simultaneously. Strong improvement programs typically focus on 2–4 priority areas first.
Plants should also strengthen:
- Startup verification checklists
- Standard machine centerline settings
- Weekly KPI reviews
- Root cause validation on the shop floor
- SOP and control plan updates
Without sustainment systems, improvements often fade within months.
Case Example: Reducing Batch Failures
A pharmaceutical manufacturing operation faced recurring batch failures and process variability in a biosimilar manufacturing process.
The improvement initiative focused on:
- Process stabilization
- Cross-functional root cause analysis
- Standard operating controls
- Monitoring discipline
The result was improved process consistency, reduced batch failures, and better manufacturing reliability.
Download the Improvement Program Guide
If you are looking to reduce rejects, improve FPY, and execute measurable operational improvements within 90–120 days, explore the Improvement Program framework here:
You can also access the 90-Day Improvement Playbook here:
Book a 45-Minute Improvement Program Scoping Call
If your plant is facing:
- High reject rates
- Batch failures
- Rework and scrap losses
- Packaging defects
- Recurring deviations
a focused operational excellence program can help identify and execute the right improvement initiatives.
Schedule a 45-minute scoping discussion.


