
The Problem That Rarely Feels Urgent
In most packaging lines, major breakdowns get immediate attention. They trigger alarms, stop the clock, and demand escalation.
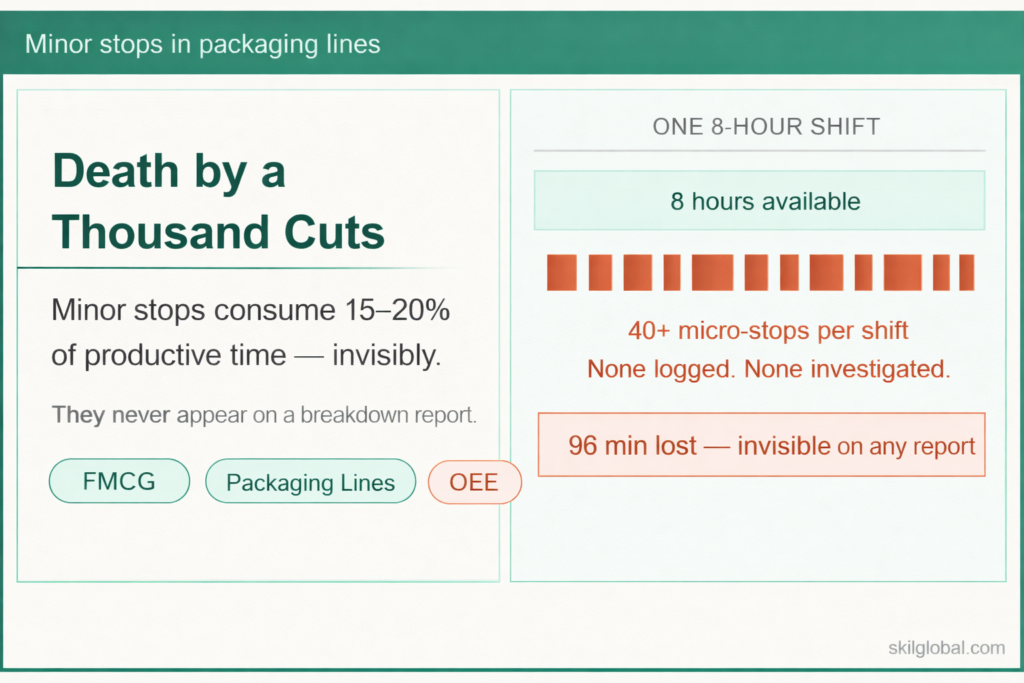
Minor stops don’t. They last 30 seconds. Maybe a minute. An operator clears a jam, the line starts again, and production continues. Individually, they seem insignificant. But across a three-shift operation, they are “Death by a Thousand Cuts.” They quietly consume 15–20% of your productive time without ever appearing on a breakdown report. The real problem isn’t that they exist—it’s that they don’t feel “broken” enough to fix.
What This Looks Like on the Shop Floor
Consider a high-speed biscuits plant. On paper, availability was “acceptable.” But the floor reality was a constant state of micro-chaos:
- Frequent short stoppages (jams, misfeeds, sensor errors).
- Different operators “tweaking” the same guide rail differently.
- No visibility into why the line stopped 40 times in one hour.
The line was running. But it was not stable. In packaging, performance loss doesn’t usually come from a catastrophic motor failure; it comes from the friction of a thousand unresolved disruptions.
Where the Losses Actually Hide
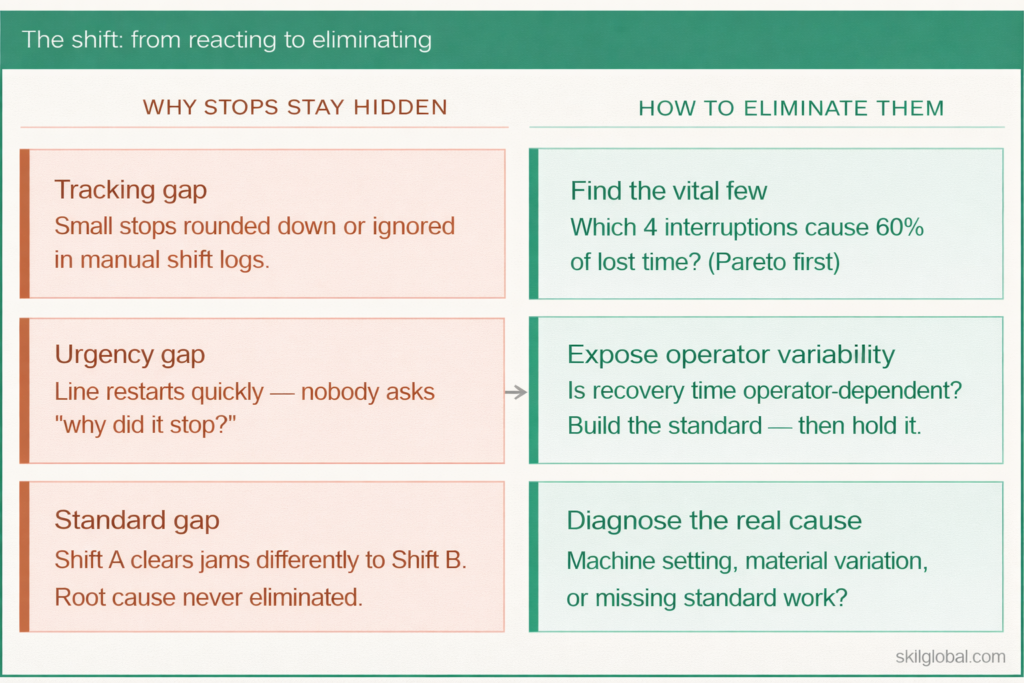
Minor stops stay hidden because of three systemic gaps:
- The Tracking Gap: Small stops are often “rounded down” or ignored in manual logs.
- The Urgency Gap: If the line starts back up quickly, nobody asks “Why did it stop in the first place?”
- The Standard Gap: Shift A clears the jam one way; Shift B does it another. The root cause is never eliminated.
The Shift: From Reacting to Eliminating
A diagnostic approach stops looking at incidents and starts looking at patterns. Instead of asking “What happened?” we ask:
- Which 4 interruptions are responsible for 60% of the lost time?
- Is the recovery time operator-dependent?
- Is the issue a machine setting, a material variation, or a lack of standard work?
Case Result: 20–25% Reduction in Minor Stops In an FMCG biscuits plant, we found that 60% of stops were driven by just four recurring issues: feeder misalignment and material flow variation.
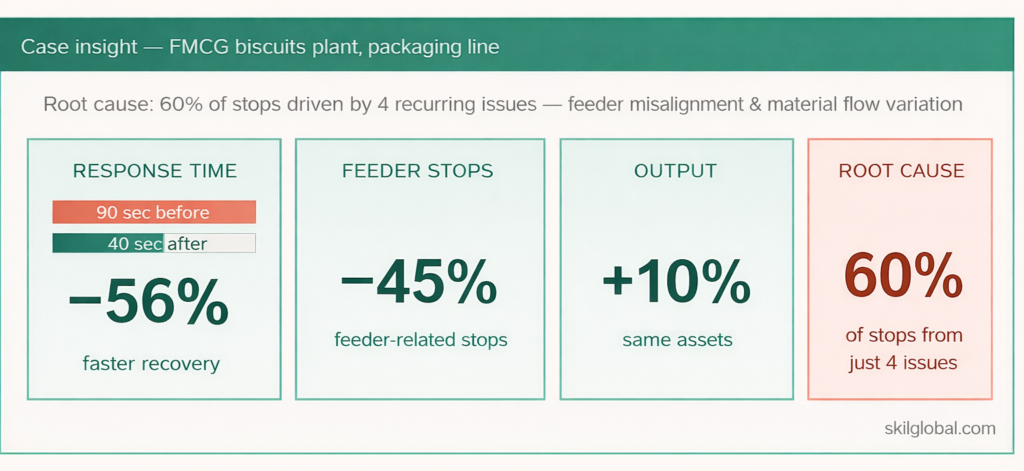
By shifting from “fixing the jam” to “eliminating the pattern,” the impact was immediate:
- Response time dropped from 90 seconds to under 40.
- Feeder-related stops were slashed by 45%.
- Total output increased by nearly 10% without adding a single person or machine.
The Question for Your Next Morning Meeting
Minor stops rarely demand your attention, but they are likely the largest “hidden” cost in your plant today. The question isn’t whether they exist—it’s whether you can see them clearly enough to act.
Are you solving the real constraints in your plant, or just the visible ones?
1. Identify Your Gaps (Free Tool)
Identify exactly where your visibility is failing. Our Diagnostic Checklist helps you evaluate hidden losses and identifies immediate “quick wins.”
2. Map Your Recovery
Ready to move from “running” to “stable”? Let’s build a roadmap that targets your specific bottlenecks.


