The Midnight Hero’s Wake-Up Call: From Firefighting to P&L Control
Sreedher Kadambi
The blue light of Arjun’s phone illuminated his bedroom at 2:14 AM. It was the third time this week.
“Sir, Line 4 is down again. The filler valve snapped. Rajesh is already there; he says he’ll have it running by sunrise.”
Arjun, the Plant Head of a high-speed FMCG bottling facility, sighed and rubbed his eyes. He felt a familiar knot of anxiety in his chest—a mix of adrenaline and deep, bone-weary exhaustion. By the time he reached the plant the next morning, Rajesh, the Maintenance Lead, was being cheered by the shift team. He had bypassed a sensor, hand-welded a bracket, and kept the line moving. He was the “Hero of the Night.”
But as Arjun looked at the month-end reports, the adrenaline faded into a cold, hard realisation. Despite the late nights and the “heroic” saves, performance was flat. Production costs were creeping up, and the P&L was bleeding from a thousand small cuts.
“We were the best firefighters in the industry,” Arjun later admitted. “But we didn’t realise we were also the ones letting the building burn.”
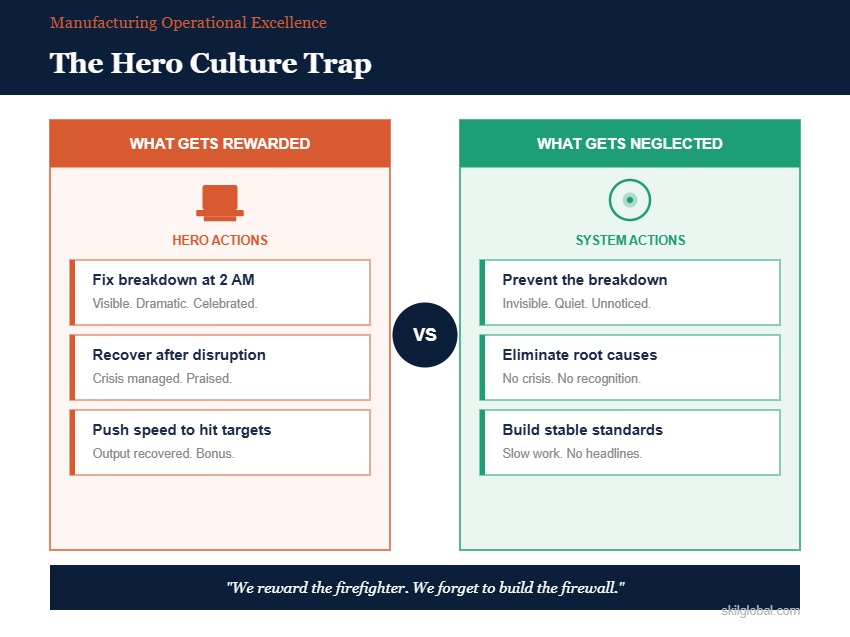
The Hero Culture Trap
The Paradox: High Activity, Flat Performance
Arjun’s plant didn’t look inefficient. It looked intense. Teams were sprinting, machines were roaring, and problems were being solved in record time. Yet, the numbers didn’t move.
This is the Manufacturing Firefighting Trap. It’s a culture that unintentionally rewards the person who fixes a breakdown at midnight but ignores the system that could have prevented it.
When SKIL Global stepped onto the floor, they didn’t look at the machines first. They looked at the people.
“Arjun,” the SKIL consultant noted during a Gemba walk, “your team is addicted to the rush of the ‘save.’ But you aren’t running a bottling line; you’re managing chaos. Every time an operator ‘taps’ a jammed bottle back into place, you’re losing money you can’t even see.”
FMCG Bottling Line Efficiency
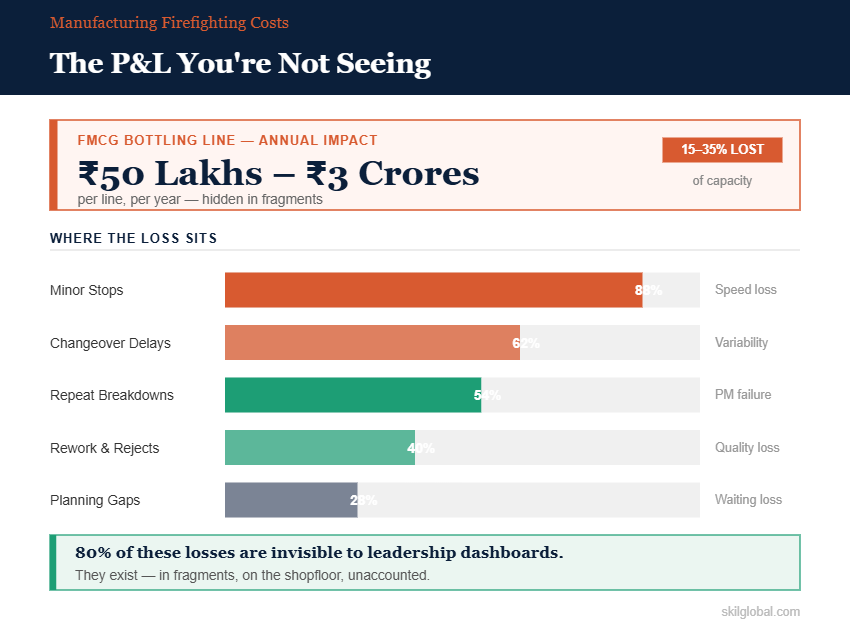
The Facts of the “Invisible” Loss:
Capacity Erosion: In high-volume FMCG, minor stops (less than 2 minutes) often account for 15% to 35% of lost capacity.
The Financial Leak: For a typical bottling line, this “normal” instability translates to a P&L loss of ₹50 Lakhs to ₹3 Crores annually.
The P&L You’re Not Seeing
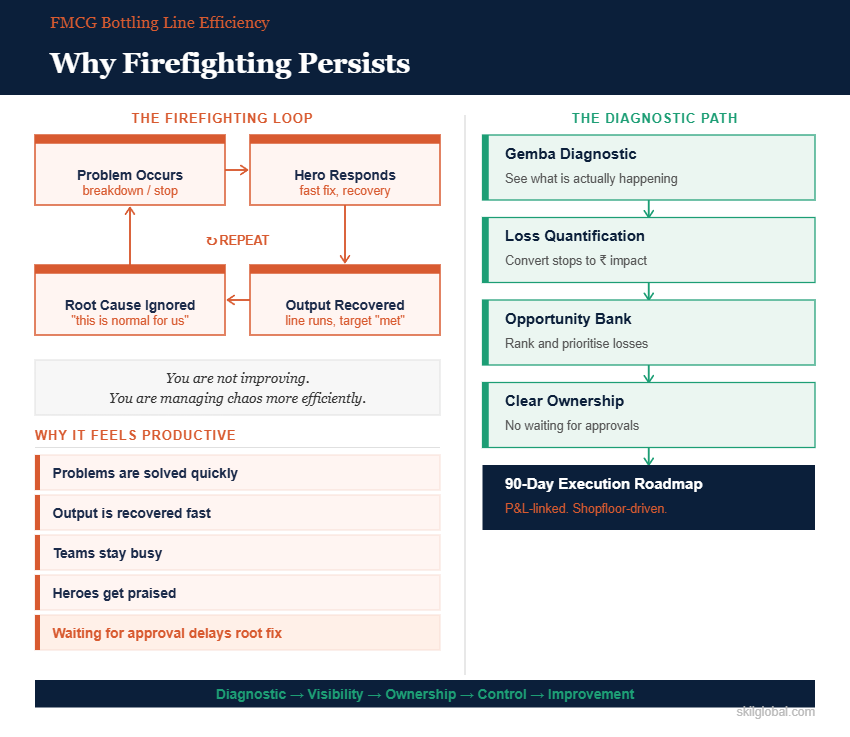
The 90-Day Roadmap: From Chaos to Control
Arjun realized he didn’t have a performance problem; he had a visibility problem. Working with SKIL Global, they implemented a structured 90-day transformation.
Phase 1: The Diagnostic (Days 1-30)
The team stopped guessing. They used a Diagnostic Sprint to quantify the “invisible” losses. They found that 80% of their downtime wasn’t from massive engine failures, but from “micro-stops” that the crew had simply accepted as “part of the job.”
“The hardest part wasn’t fixing the machines,” said Arjun. “It was convincing the team that ‘This is just how the line runs’ was a lie we told ourselves to feel better about the chaos.”
Phase 2: Stabilizing the Foundation (Days 31-60)
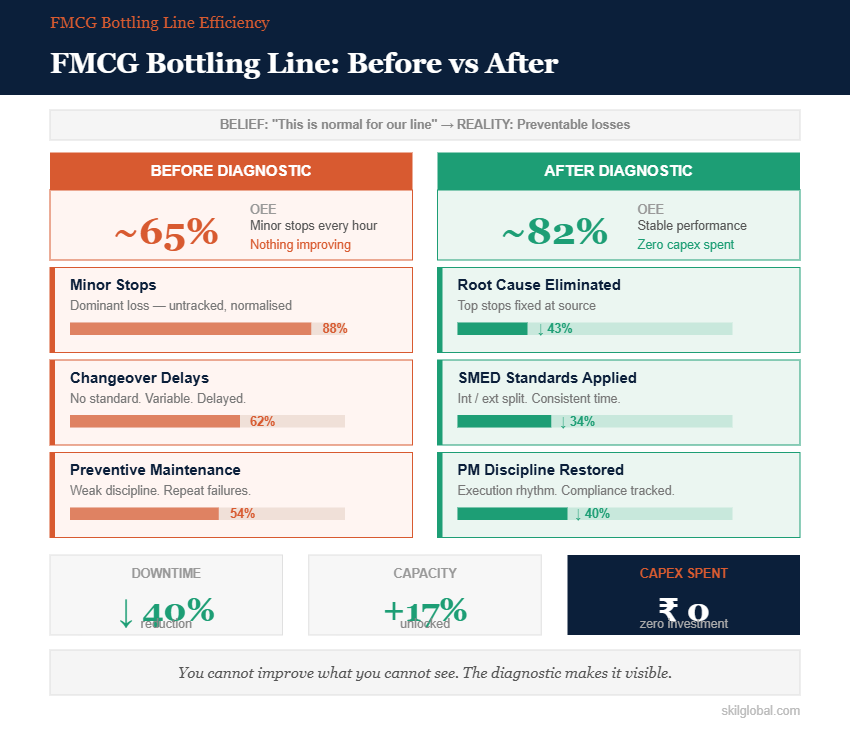
SKIL Global introduced Standard Work for changeovers. Previously, a changeover took anywhere from 40 to 90 minutes depending on who was on shift. By standardizing the process, they brought it down to a consistent 32 minutes.
They shifted from “Hero Maintenance” to Root Cause Elimination. Instead of welding a broken bracket for the tenth time, they redesigned the bracket’s stress points.
Phase 3: The New Operating System (Days 61-90)
To prevent the “rubber band effect”—where a plant snaps back to old habits—they installed a Daily Management System (DMS).
Real-time visibility: IIoT tools tracked minor stops as they happened.
Ownership: Shift leads took pride not in “fixing” things, but in “zero-stop” hours.
FMCG Bottling Line Before vs After
The Result: A New Kind of Quiet
Ninety days later, Arjun walked through the plant. It felt eerily different. The frantic running had stopped. The shouting was gone. Line 4 was humming at its rated speed.
The financial impact was staggering. By eliminating minor stops and standardizing changeovers, they unlocked 22% more capacity without spending a single Rupee on new machinery (Capex).
Rajesh, the former “Midnight Hero,” wasn’t getting 2 AM phone calls anymore. He was now the “Prevention Lead,” spending his days analyzing data to stop problems before they started.
“Efficiency isn’t about working harder; it’s about making the work so visible that the problems have nowhere to hide,” the SKIL Global mentor concluded.
Is Your Plant Busy… or Is It Improving?
If your facility feels intense but your P&L is stagnant, you are likely paying for “firefighting” you don’t even know is happening.
Stop rewarding the fire. Start rewarding the system.
Identify your hidden capacity losses and quantify their impact in real terms.
Let’s move your plant from “Red Alert Mode” to P&L-driven control. No theory. Just shopfloor-driven results.
DPDP Notice: We collect your details to provide this tool and verify your professional background. You may request data erasure at privacy@skilglobal.com.
Download our Program Brochure
DPDP Notice: We collect your details to provide this tool and verify your professional background. You may request data erasure at privacy@skilglobal.com.
Download our Program Brochure
DPDP Notice: We collect your details to provide this tool and verify your professional background. You may request data erasure at privacy@skilglobal.com.