Here we will learn about the lean tools of takt time, line balance, and flow. These are essential to eliminate wastes and achieve optimal efficiency in an organization.
Takt time
Takt time involves matching the rate of production to the rate of sales or consumption. Takt time is often used synonymously with “keeping time.” It is used to only produce exactly what your customers will consume – nothing more and nothing less.
During application, knowing the takt time for a specific product is crucial. It can help you understand the effort required to meet your customer’s demand. It applies everywhere – to all industries with no exception. However, how it should be calculated differs. I have used it almost everywhere I have worked.
To know the takt time is the first step to increase the speed of your production. For example, your customer may wish to buy 10 products from you every day. Your normal production shift is 10 hours. Consequently, your takt time is 1 part each hour. Here are 2 scenarios:
- Producing only 9 parts a day would create a shortfall and leave your customer wanting more.
- Producing 11 parts a day would create excess inventory. As a result, all the innate problems that come with excess inventory would also be triggered.
Once you know the takt time, only 1 question remains – how to achieve it? How do you balance resource utilization to achieve the takt time? This leads us to our next discussion – line balance and flow.
Line balance and Flow
- “Process cycle time should be equal to or less than the takt time to meet the customer demand.”
- Line Balancing: Optimize the cycle time at every step to closely match the takt time. Therefore, you are balancing the line and flow to meet the takt time.
- The 8 types of waste are due to a lack of line balance and flow to takt time. This discrepancy could be for several reasons. However, the most important reason is the lack of lean thinking!
If you understand the concept of takt time, line balance, and flow, you’ll have a strong grasp over Lean thinking as well.
Relationship between Takt time, Line balance, and Flow
To understand the interrelationship between takt time, line balance, and flow, consider the following example: a customer demand is 60 units each hour.
- Takt time = 1 min (60 seconds); one unit every minute.
- There are 3 sequential processing steps involved from raw material to finished output. These are:
- Cycle time a unit at step 1 = 30 seconds
- Cycle time a unit at step 2 = 60 seconds
- Cycle time a unit at step 3 = 90 seconds
Based on this information regarding takt time, line balance, and flow, let’s answer the following questions:
- Which step is the fastest? – Step 1.
- Which step is the slowest? – Step 3.
- Which step will produce and ‘pile’ units in ‘queue’ the most? – Steps 1 and 3.
- Which step’s production will match the rate of customer demand? – Step 2.
- If each of these steps consumes 60 seconds, will any step wait for any other step? – No, cycle time at every step is the same as others.
Therefore, the following assumptions can be made:
- Quality is 100% at every step.
- There are no unplanned breakdowns at each step.
- The needed workforce and other materials are available on time, just in time.
The final goal of takt time, line balance, and flow are to achieve 3 conditions – 100% quality, zero breakdowns, consistent in-time shipping to customers.
Let’s summarize:
- Takt time is the rate of production that meets the customer demand.
- The line should be balanced to takt time.
- If the line is accurately balanced to the takt time, material flows from one step to another with little or no stoppages.
- The first step to Lean thinking is to achieve line balance and flow to takt time. Line balance and flow to Takt time will bring problems to the surface. You can then deal with them accordingly.
Consider another example with a takt time of 80 seconds. Refer to the graph below:
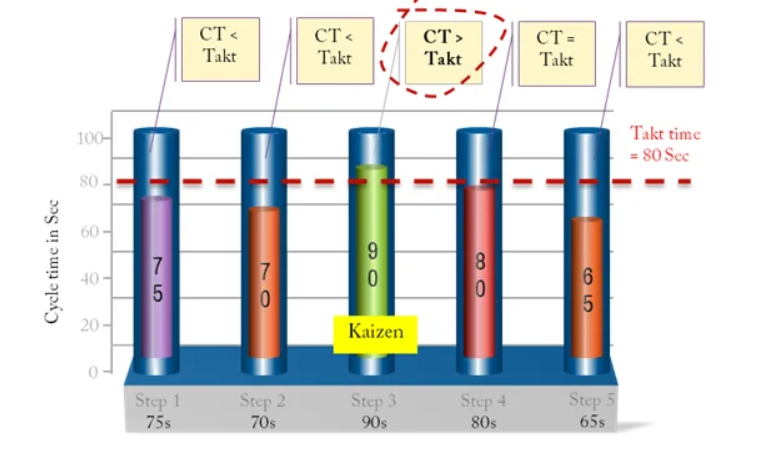
- Step 1: Process time is less than Takt time.
- Step 2: Process time is less than Takt time.
- Step 3: Process time is more than Takt time.
- Step 4: Process time is exactly equal to Takt time.
- Step 5: Process time is less than Takt time.
Therefore, which step is the bottleneck? It is step 3. This step will slow down the process rate. In other words, each part will be produced every 90 seconds (the slowest step in a process). Hence, a Kaizen (a Japanese term meaning ‘change for better’) idea is needed to reduce the cycle time at this step.
If there is a rework at the bottleneck, it makes matters worse! Once you identify and improve the time at the bottleneck, something else will become the bottleneck. Such is the nature of the beast. Therefore ‘continuous improvement’ is required at all times. If all the bars are of the same height (same cycle time), there is a perfect balance and flow with 100% quality at every step. This is what we need to strive to achieve
