A Guide to Value Stream Mapping- Part 2
Value stream mapping and long-term planning is essential to organizational efficiency and success. The best way to understand this is through the 5 principles of Lean thinking – namely, value, value stream, flow, pull, and finally, perfection. In this series of articles, we provide you with a guide to map a value stream optimally, through a case study.
So far, in our previous article, we have covered the importance of value stream mapping. Here, we will be elaborating on the first principle of value stream mapping – defining the ‘value’.
Principle 1: Define ‘Value’
To understand the full extent and importance of defining ‘value’, here is a recent incident.
Example 1:
I was in the apparel showroom of a famous shopping mall in Bangalore, and I was searching for a dark grey shirt. Within moments a shirt caught my attention, especially due to its wonderfully designed collar. I noticed that it costed Rs. 1699/-. Therefore, I asked the salesperson if they were offering any discount on it. HE replied with a straight ‘no’. Though disappointed, I found it difficult to let go of the shirt from my hands and so I bought it. However, while casually checking the shirt once again, I found a defect.
Sreedher:
Can you replace this one?
Salesperson:
What happened?
[I showed him the defect.]
Salesperson:
It is an extra protruding thread, not a defect.
Sreedher:
Who is paying for this shirt, my friend?
Salesperson:
[Embarrassed] You sir.
Sreedher:
So, it’s my privilege to define a defect.
Salesperson:
Sorry sir, let me see if we have another piece of the same shirt.
[After searching for some time]
Sorry sir, that was the last piece we had.
[He then took the shirt to the reworking room and returned with a reworked shirt.]
Sir, hope you find it OK now.
I told him that it still was not acceptable. The salespeople kept quiet and wondered how they could get away with me! I told them that in place of a refund, they could give me a credit note. In this way, I could take the shirt to their other outlets and ask for a replacement. After getting the credit note, I left the store – whilst feeling disappointed.
What this Teaches us about Defining Value:
Based on this incident, the following were the criteria for me (the customer) defining the value of the product being sold:
- First, I was the customer and was attracted to a particular shirt. Therefore, the ‘transformation’ of the raw material (fabric) to a finished good (shirt) aligned with my (customers) interests – which is what defined its
- Second, I looked at the price tag and decided whether I was willing to pay the price. This is the second consideration that defined its value.
- Third, I was conscious about the defect in the garment, which they tediously reworked later. Therefore, I was willing to pay for the good only for being made ‘right the first time.’
Hence, in Lean thinking, value is any process step that:
- ‘Transforms’ the shape or property of a good to align it with customer needs.
- Is done ‘right the first time’.
- The customer is willing to pay for it.
If a process step fails to meet these, it results in company losses. It is easy to find examples of value-added steps rather than non-value-added steps, as they are few. The starting point of Lean thinking is to look at operations from the customer’s point of view. Above all, it is important to be able to identify and accept a non-value-added step, without trying to justify it.
Example 2:
Here is another example which will help us dive deeper into Lean thinking.
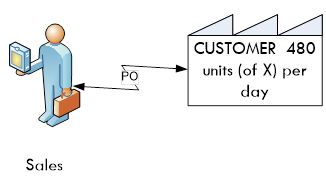
First, consider that there is a customer who wants 480 units of ‘X’ each day at 5:30 pm. Thereafter, they released the PO (purchase order) to the sales representative.
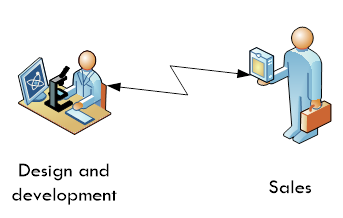
Next, on receiving the PO, the sales representative shares it with a representative from the Design and Development department.
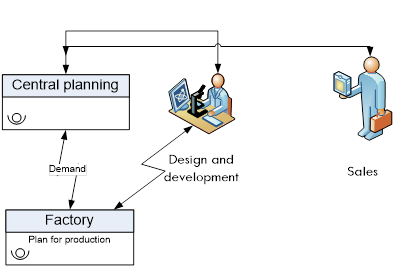
Third, the Design and development representative develops the necessary documents to aid a bulk production of
the good. Once done, they share the result with the Central Planning unit. Furthermore, they clarify any doubts raised regarding the bulk production documents.
Following this, the Central Planners reach out to the sales representative to resolve queries regarding the shipment schedules. They then prepare final delivery schedules and communicate the same with the factory responsible for the bulk production.
Fourth, the ordering team discusses the required need with the Central Planners and factory representatives, and then hand over the purchase order to the suppliers. Then the suppliers deliver the RM according to the plan.
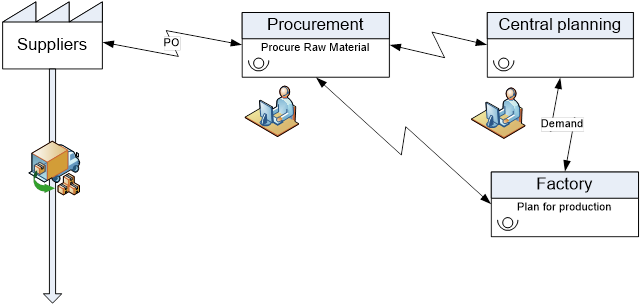
Lastly, the RM stores keep the supplies and issue them for bulk production against an internal work order. Keep in mind that there are 3 steps in producing ‘X’ – 1, 2, and 3. By 5:30 pm, the finished goods are shipped to the customer.
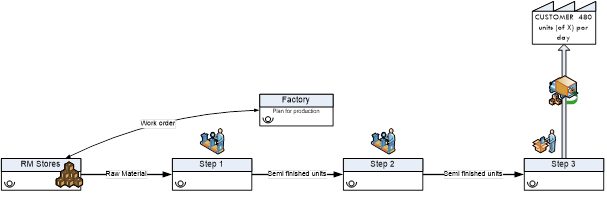
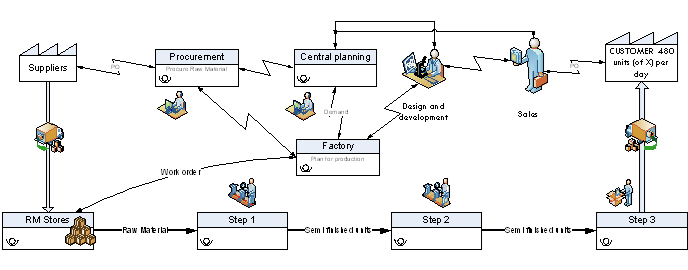
Here is a picture of the entire value stream map for this example.
- The required quantity per day = 480 pieces
- Working hours = 8 hours
- Quantity each hour (assuming flow) = 60 pieces
- One hour is 3600 seconds. Therefore, for 60 pieces, 1 piece should be produced every 36 seconds.
Those who discovered Lean called these ‘36 seconds’ as TAKT time – which is the time element that equals the production rate that meets customer demand. So,480 pieces in 8 hours! How often do you check the production status of your work?
Participants:
Once every hour!
Sreedher:
No, you should check it once every 36 seconds! This is what Lean thinking is all about. So, can you meet the production target?
Participants:
[Silence]
We don’t know the cycle time at each step, which is why we’re not sure.
Sreedher:
Fine, let us now add ‘cycle time by piece’ to steps 1, 2, and 3 in the value stream map.

Now, can this line meet the customer demand?
Participants:
[Scattered response] Yes…
Sreedher:
The answer is ‘no’. Process step with the slowest time a piece decides the rate at which one unit will come out of the end-to-end process, in this example it is 39 seconds.
We have 36 seconds TAKT time target, production rate at which customer demand will be fulfilled.
Let’s assume we did a ‘Kaizen (a Japanese term meaning change for better)’ at step 3 and managed to bring down the cycle time to 32 seconds. Now can the line meet the customer demand?
Participants:
Yes (most of them), some still silent.
Sreedher:
Good, uh oh, I forgot to mention one other detail associated with these steps, which is RFT % (Right First Time). Let me add this detail to the boxes.
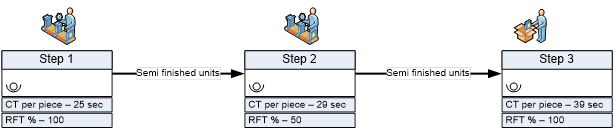
Now what do you think?
Participants:
Yes (most of them), some still silent.
Sreedher:
No, you can’t. It’s interesting that we didn’t think of the 29 seconds per step as a ‘bottleneck’ earlier. However, now it does seem so, given an RFT of 50%. And from my experience, the rework cycle time of a piece may be more than the original cycle time for a piece mostly.
Assume we improved the quality from 50% to 100%. Will the target be met now?
Participants:
Yes.
Sreedher:
What makes you think so?
Participants:
Cycle time and quality are up to the mark.
Sreedher:
That’s right! With the given information, it does look like it. Meanwhile, I just realized that I had missed one more thing!
Let us add ‘downtime’ to these boxes.
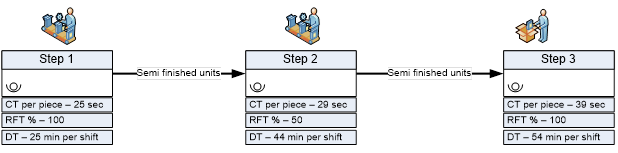
How about meeting the customer demand now?
Participants:
[Smiling] Not possible.
Sreedher:
True. Now assume that some improvement is achieved and downtime it is 0 minutes. Can we meet the customer demand?
Participants:
Can’t say!
Sreedher:
Why not?
Participants:
What if the operator is absent?
[Laughter]
Sreedher:
Yes, a valid point indeed. It means that there are quality and timeliness measures for the Hiring Department too. Now let us assume that the cycle, quality, and downtime in these steps are brilliant. Can we meet the customer demand?
Participants:
[Scattered response] Yes…
Sreedher:
My choice is that we still can’t say!
Participants:
[Some] Why? [Some] We knew you would say that!
Sreedher:
You see, the planners made a small mistake. They shared the inaccurate shipment date and quantity for ‘X’!
Participants:
[Laugh]
Sreedher:
What should be the accuracy of planning?
Participants:
100%
Sreedher:
True. Quality and timeliness in upstream processes are non-negotiable. What about quality and timeliness of the other departments, such as:
- Design and development – who convert customer orders to production specifications.
- Suppliers – who provide raw materials.
- Finance – who arrange funds for raw material.
- Human resources – who arrange for people with the needed skill levels.
- Sales – who share the customers’ needs to the downstream process.
- Tooling and development – who develop the needed tools, jigs, and fixtures for bulk production.
Participants:
Quality and timeliness should be optimal in every department.
Sreedher:
Is there any place where I can take my eyes off?
Participants:
No!
Sreedher:
Would a goal of 99% be good enough?
Participants:
No! The goal should be 100% everywhere!
Sreedher:
Terrific! Let’s consider a case where a customer needs 560 units a day or in 8 hours. Will this value stream be able to meet the need?
Participants:
It depends.
Sreedher:
Depends on what?
Participants:
The current state of quality and timeliness measures in each step.
Sreedher:
[smiling] Do you mean we should collect quality and timeliness related information at every stage of the value stream?
Participants:
Yes. We don’t have a choice!
Sreedher:
Okay. And this brings us to our second principle of Lean thinking – the ‘Value Stream’.
Stay tuned to find out about the next article in this series!