
Why Changeovers Still Limit Your Capacity
In most manufacturing plants, changeovers are seen as an operational constraint — something to plan around, not optimize.
Teams accept longer changeovers as a trade-off for product variety, cleaning requirements, or compliance.
But over time, this assumption creates a hidden cost:
- Lost production time
- Reduced flexibility
- Lower overall equipment effectiveness
Even when SMED (Single-Minute Exchange of Dies) initiatives are introduced, the results often don’t sustain.
Not because the concept is wrong —
but because the implementation remains tool-driven, not system-driven.
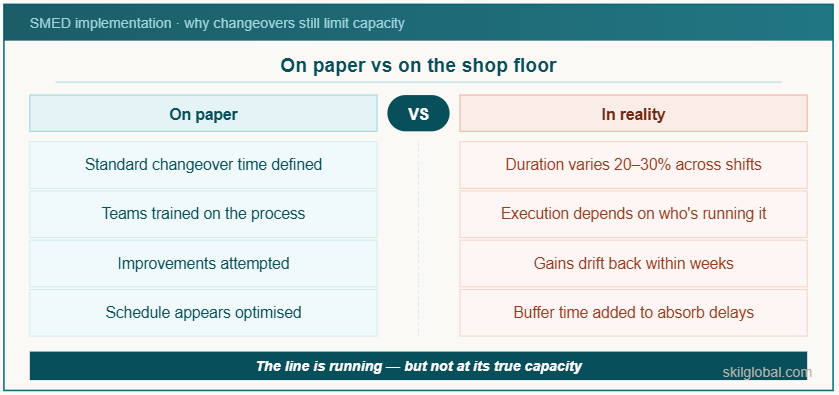
What This Looks Like in FMCG Operations
In high-speed FMCG environments, especially packaging and bottling lines, changeovers directly impact output and planning reliability.
On paper:
- Standard changeover time is defined
- Teams are trained
- Improvements have been attempted
In reality:
- Changeover duration varies across shifts
- Activities are not consistently sequenced
- Preparation work begins only after the line stops
- Output planning includes “buffer time” to absorb inefficiencies
The line is running —
but not at its true capacity.
Why SMED Efforts Fail to Deliver Sustained Results
SMED is often misunderstood as a one-time improvement exercise.
In practice, three root causes limit its effectiveness:
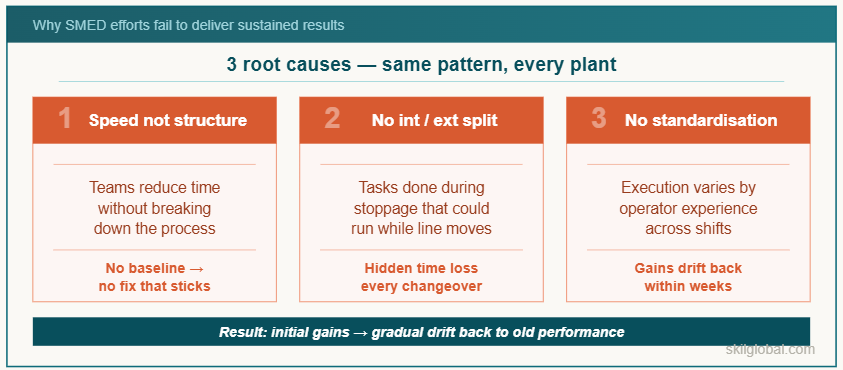
1. Focus on Speed, Not Structure
Teams try to reduce time without breaking down the process step-by-step.
2. No Separation of Internal vs External Activities
Tasks that can be done while the line is running are still performed during stoppage.
3. Lack of Standardization Across Shifts
Even after improvements, execution varies depending on operator experience.
The result:
👉 Initial gains
👉 Followed by gradual drift back to old performance
What Effective SMED Implementation Looks Like
Successful SMED implementation is not about isolated improvements.
It is about building a repeatable, structured changeover system.
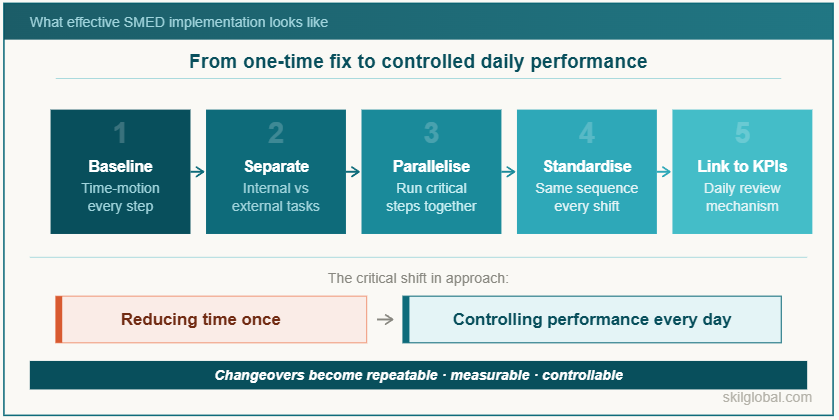
The approach typically focuses on:
- Breaking down the changeover into clear, measurable steps
- Separating internal vs external activities
- Designing parallel execution wherever possible
- Defining standard work for every shift
- Linking performance to KPIs and daily review mechanisms
The shift is critical:
👉 From “reducing time once”
👉 To controlling changeover performance every day
Case Insight: 50% Reduction in Changeover Time
This example is based on an actual FMCG brewery bottling plant engagement.
The plant was experiencing:
- Long and inconsistent changeovers
- Output loss due to frequent SKU changes
- Limited visibility into step-wise delays
What the Diagnostic Revealed
A structured breakdown showed:
- Significant waiting time between activities
- Tasks that could be externalized but were not
- No standard sequence across teams
What Changed
The implementation focused on structured SMED execution:
- Time-motion study to baseline each activity
- Clear separation of internal vs external tasks
- Parallel execution of critical steps
- Standard work defined and implemented across shifts
The Results
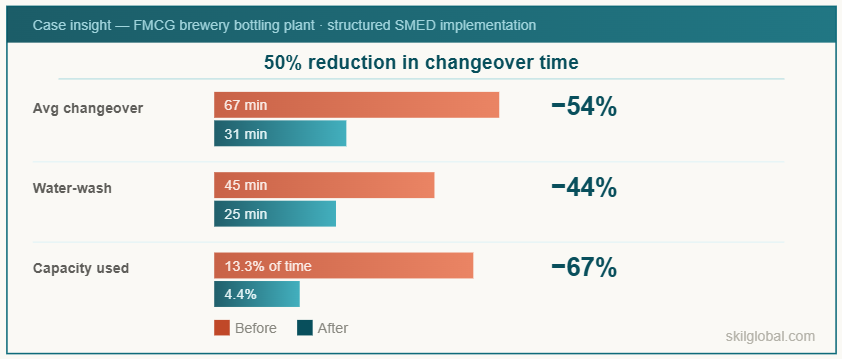
- Average changeover time reduced from 67 min → 31 min
- Water-wash changeover reduced from 45 min → 25 min
- Changeover time reduced from 13.3% → 4.4% of available time
This directly led to:
👉 Higher available production time
👉 Improved schedule reliability
👉 Increased output without additional investment
More importantly:
👉 Changeovers became repeatable and controllable
Practical Starting Points for SMED Implementation
For plants looking to begin or reset SMED efforts, the focus should be on clarity and structure.
Start with:
- Mapping the current changeover process step-by-step
- Identifying activities that can be externalized
- Measuring actual vs standard time across shifts
- Introducing basic sequencing and parallel execution
Even these initial steps can unlock:
👉 Immediate time savings
👉 Better visibility into inefficiencies
👉 A foundation for structured improvement
What This Means for Your Plant
If changeovers in your plant:
- Vary across shifts
- Feel “optimized but still high”
- Impact production planning
Then the opportunity is not just improvement —
it is capacity recovery without capital investment.
What You Can Do Next
1. Build a Structured SMED Execution Plan (Free Download)
Reducing changeover time once is improvement.
Sustaining it requires a structured execution system.
👉 Download the 90-Day Improvement Playbook
Learn how to:
- Deliver measurable, repeatable results on the shopfloor
- Execute SMED with clear ownership and structure
- Run weekly reviews to sustain gains
2. Translate SMED into Measurable Results
If you want to implement a structured 90–120 day improvement program:
Book a 45-minute Improvement Program Scoping Call


